

ການຜະລິດເບກກົດ CNC ທີ່ມີຄຸນນະພາບສູງ
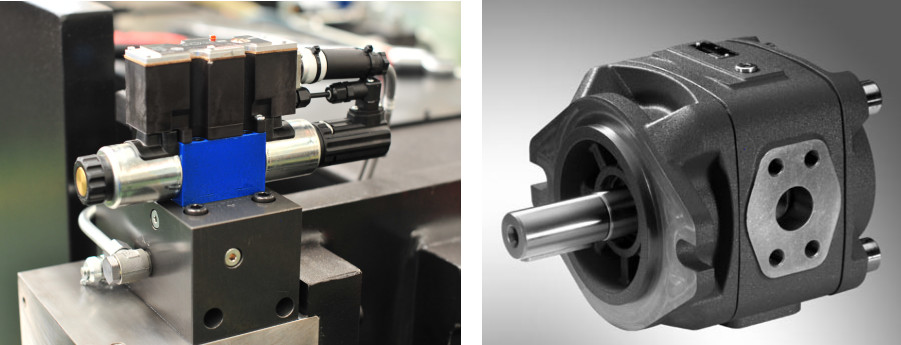
1. ລະບົບໄຟຟ້າໄຮໂດຼລິກຖືກຮັບຮອງເອົາເພື່ອຄວບຄຸມກະບອກສູບຄູ່ເພື່ອໃຫ້ໄດ້ຄວາມຖືກຕ້ອງຂອງການຄວບຄຸມທີ່ສອດຄ່ອງກັນສູງ, ຄວາມຖືກຕ້ອງຂອງການງໍສູງ, ແລະຄວາມຖືກຕ້ອງຂອງການປັບຕຳແໜ່ງ.
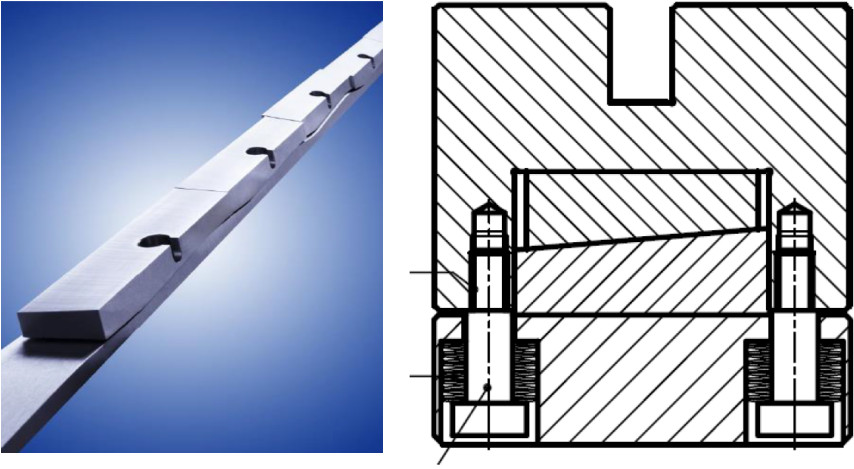
2. ລະບົບການຊົດເຊີຍອັດຕະໂນມັດການບິດງໍກົນຈັກໄດ້ຖືກຮັບຮອງເອົາເພື່ອແກ້ໄຂອິດທິພົນຂອງການຜິດຮູບຂອງຕົວເລື່ອນໃນລະຫວ່າງຂະບວນການງໍຕໍ່ຄຸນນະພາບຂອງຊິ້ນວຽກ. ປະລິມານການຊົດເຊີຍຈະຖືກປັບໂດຍອັດຕະໂນມັດໂດຍລະບົບ CNC ເພື່ອສ້າງຄວາມແມ່ນຍຳ.
(1) ເຄື່ອງຈັກໄດ້ຮັບການຊົດເຊີຍໂດຍໂຄງສ້າງການປັບສອງທາງ, ເຊິ່ງສາມາດຕອບສະໜອງການຊົດເຊີຍຂອງທິດທາງຂວາງ ແລະ ຕາມລວງຍາວຂອງເຄື່ອງຈັກ.
(2) ວິທີການຊົດເຊີຍຈຸດໜາແໜ້ນຖືກນຳໃຊ້ເພື່ອເຮັດໃຫ້ຄວາມຖືກຕ້ອງຂອງການງໍມີຄວາມແມ່ນຍຳຫຼາຍຂຶ້ນ.
(3) ການຊົດເຊີຍວັດສະດຸຄວາມໜາຂອງແຜ່ນດຽວກັນເມື່ອຢູ່ໃນບ່ອນດຽວກັນ, ແຕກຕ່າງຈາກການຊົດເຊີຍໄຮໂດຼລິກ ແລະ ການເຄື່ອນໄຫວໄປມາຂອງໂຄງສ້າງ, ການຊົດເຊີຍກົນຈັກຊ່ວຍຫຼຸດຜ່ອນການຜິດຮູບຄວາມອິດເມື່ອຍຂອງເຄື່ອງຈັກໃນການເຮັດວຽກໄດ້ຢ່າງຫຼວງຫຼາຍ, ປັບປຸງອາຍຸການໃຊ້ງານຂອງມັນ;
(4) ໃຊ້ຕົວຫຼຸດພິເສດ ແລະ ໂພເທນຊິໂອມິເຕີທີ່ມີຄວາມແມ່ນຍໍາສູງເພື່ອຄວບຄຸມຄວາມຖືກຕ້ອງຂອງການຊົດເຊີຍຢ່າງຖືກຕ້ອງ.
(5) ແຕກຕ່າງຈາກໂຄງສ້າງສາມແຜ່ນຂອງໂຕະເຮັດວຽກຊົດເຊີຍໄຮໂດຼລິກ, ອຸປະກອນນີ້ຮັບຮອງເອົາການອອກແບບໂຕະເຮັດວຽກແຜ່ນດຽວ, ເຊິ່ງສາມາດປ້ອງກັນການແຊກແຊງໃນການບິດງໍຊິ້ນວຽກໄດ້ຢ່າງມີປະສິດທິພາບ.
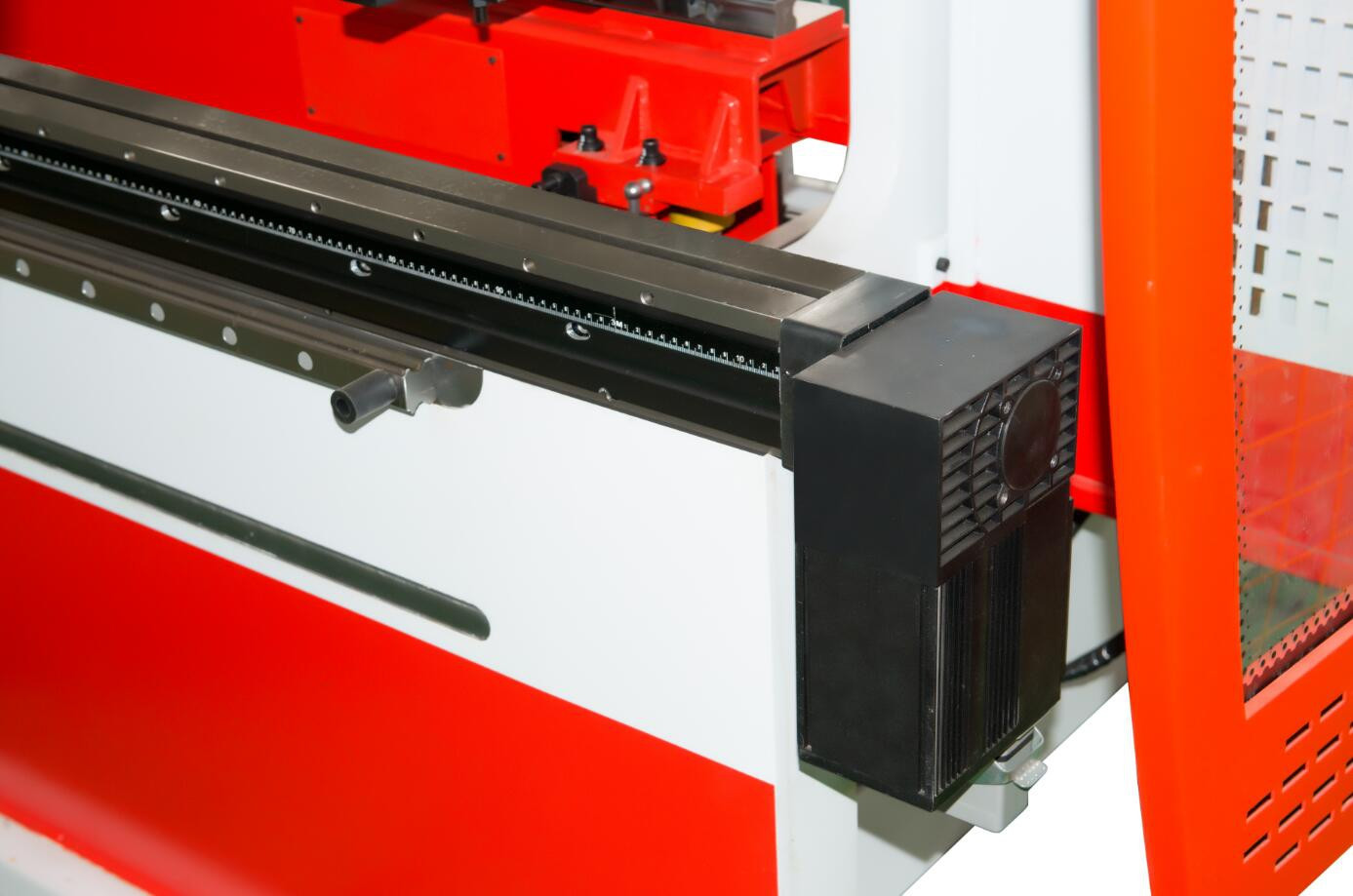
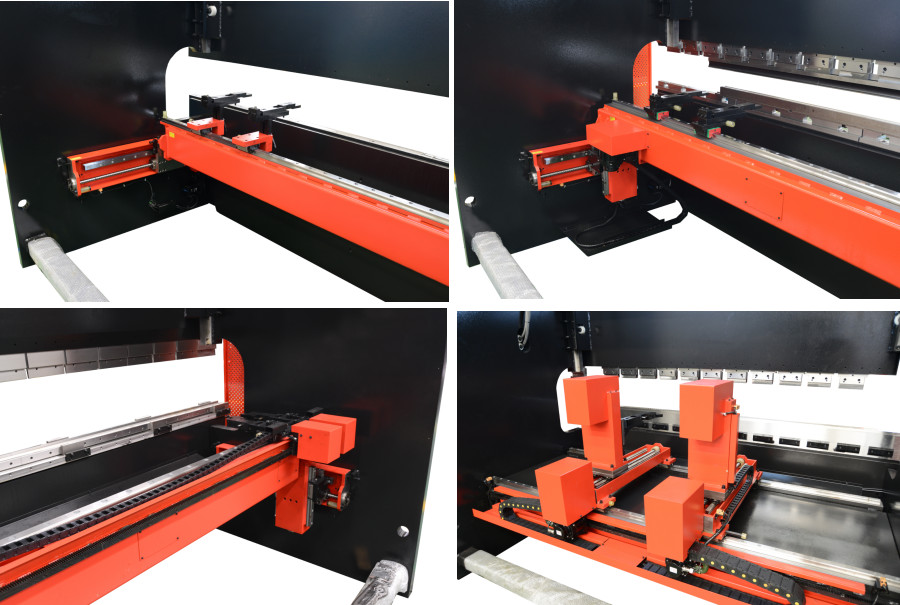
3. ເຄື່ອງວັດແທກຫຼັງຫຼາຍໜ້າທີ່ ເຊິ່ງສາມາດຂະຫຍາຍອອກເປັນ 6 ແກນ, ເຊັ່ນ: ແກນ X1 ແລະ X2 ສຳລັບໄປມາ, ແກນ R1 ແລະ R2 ສຳລັບຂຶ້ນ ແລະ ລົງ ແລະ ແກນ Z1 ແລະ Z2 ສຳລັບຊ້າຍ ແລະ ຂວາ. ການງໍຊິ້ນວຽກສາມາດຮັບຮູ້ໄດ້ຢ່າງຍືດຫຍຸ່ນ.
4. ກອບຖືກປະກອບພາຍໃນຄັ້ງດຽວຫຼັງຈາກເຊື່ອມໂລຫະແລ້ວ, ມັນຖືກປຸງແຕ່ງໂດຍສູນປະມວນຜົນ CNC pentahedron, ຮັບປະກັນຄວາມແຂງແກ່ນ ແລະ ຄວາມຖືກຕ້ອງຂອງການປະມວນຜົນຂອງກອບ.
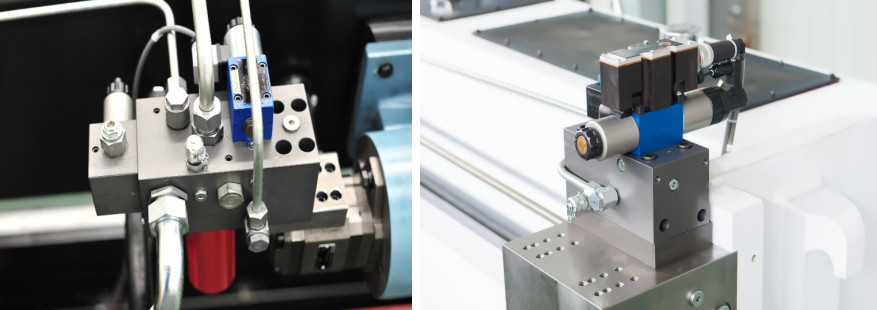
5. ລະບົບຄວບຄຸມໄຮໂດຼລິກປະສົມປະສານຊ່ວຍຫຼຸດຜ່ອນທໍ່ສົ່ງນ້ຳມັນ, ດັ່ງນັ້ນຈຶ່ງຫຼີກລ່ຽງການຮົ່ວໄຫຼຂອງນ້ຳມັນ ແລະ ປັບປຸງຄວາມໝັ້ນຄົງຂອງປະສິດທິພາບ, ນອກຈາກນີ້, ຮູບລັກສະນະຂອງເຄື່ອງຍັງສວຍງາມຂຶ້ນ.

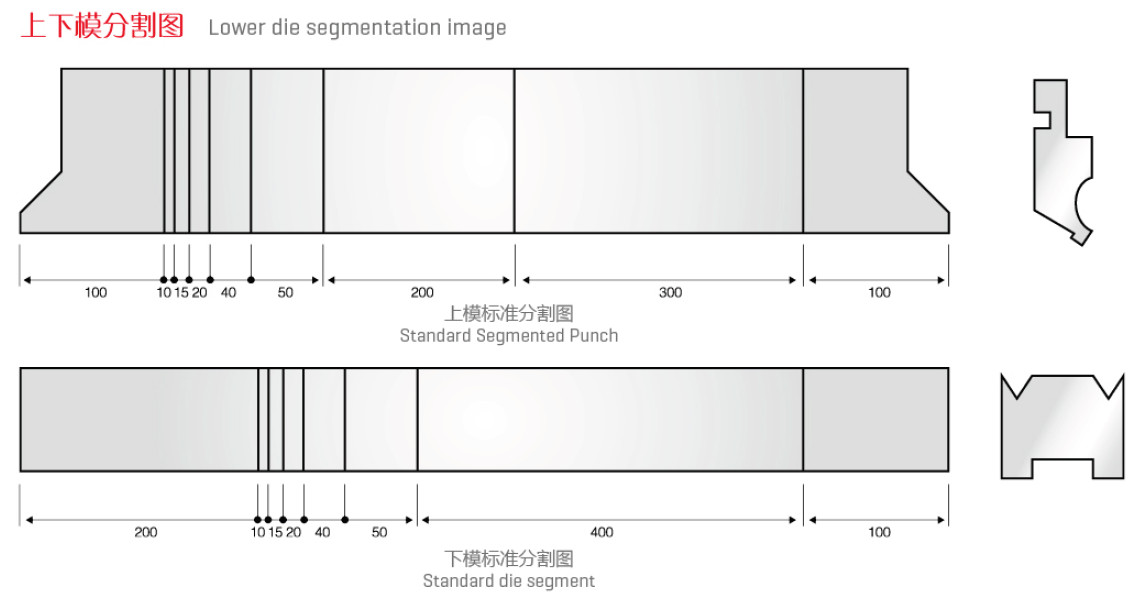
6. ເຄື່ອງມືເຈາະແບບແບ່ງສ່ວນສາມາດລວມເຂົ້າກັບຄວາມຍາວທີ່ແນ່ນອນໄດ້ຕາມຄວາມຕ້ອງການການງໍຂອງຊິ້ນວຽກພິເສດ.
7. ການໜີບດ້ວຍລະບົບໄຮໂດຼລິກອັດຕະໂນມັດ ຫຼື ການໜີບດ້ວຍກົນຈັກໄວສາມາດຕິດຕັ້ງເປັນທາງເລືອກເພື່ອຫຼຸດຜ່ອນປະລິມານວຽກ ແລະ ປັບປຸງປະສິດທິພາບໃນການເຮັດວຽກ.

8. ລະບົບ CNC ຮັບຮອງເອົາລະບົບ Delem CNC. ລະບົບ CNC ນີ້ມີວົງຈອນເອເລັກໂຕຣນິກລຸ້ນລ້າສຸດ, ໜ້າຈໍ TFT ສີແທ້ທີ່ມີອັດຕາສ່ວນຄວາມລະອຽດສູງ ແລະ ເມນູຫຼາຍພາສາ. ມັນເປັນລະບົບຄວບຄຸມຊັ້ນໜຶ່ງສຳລັບເຄື່ອງໂຄ້ງໃນລະດັບສາກົນ.
9, ອຸປະກອນຊົດເຊີຍຄໍແບບ C ຖືກຕິດຕັ້ງຢູ່ໃຕ້ຄໍຂອງເຄື່ອງຈັກ, ເຊິ່ງເຊື່ອມຕໍ່ກັບອຸປະກອນກວດຈັບ. ການຜິດຮູບເລັກນ້ອຍຂອງແຮງງໍຈະບໍ່ສົ່ງຜົນກະທົບຕໍ່ຄວາມຖືກຕ້ອງຂອງການວັດແທກຂອງລະບົບ, ແລະສາມາດຮັບປະກັນຄວາມແມ່ນຍໍາໃນການງໍຂອງຄວາມໜາ ແລະແຜ່ນວັດສະດຸໃດໆ.
10, ຕົວຮອງຮັບດ້ານໜ້າ ແລະ ຄູ່ມືຊັ້ນໃນເຮັດໃຫ້ການເຄື່ອນໄຫວງ່າຍຂຶ້ນ


ລະບົບຄວບຄຸມ CNC Delem DA66T ທີ່ມີລະດັບກ້າວຫນ້າລະດັບສາກົນ
1. ລະບົບປະຕິບັດການ WINDOWS® ເຕັມຮູບແບບ, ສາມາດປິດເຄື່ອງໄດ້ທັນທີ;
2. ການເລືອກຫຼາຍພາສາດ້ວຍການໃຊ້ງານທີ່ສະດວກສະບາຍ;
3. ການອອກແບບຮູບລັກສະນະທີ່ທັນສະໄໝດ້ວຍການດຳເນີນງານທີ່ເນັ້ນໃສ່ຜູ້ຄົນ;
4. ໂຄງສ້າງໂມດູນອັດສະລິຍະ, ລະບົບສາມາດຂະຫຍາຍອອກເປັນ 24 ແກນ;
5. ຈໍສະແດງຜົນ LCD ສີແທ້ 17 ນິ້ວ TFT, ການຂຽນໂປຣແກຣມກຣາບຟິກ 2D;
6. PLC ຕິດຕັ້ງໃນຕົວເພື່ອຫຼຸດຜ່ອນການອອກແບບວົງຈອນ ແລະ ເພີ່ມຄວາມໜ້າເຊື່ອຖື;
7. ພອດເມົາສ໌ USB, ພອດແປ້ນພິມ;

8. ການສະສົມເວລາເຮັດວຽກຂອງເຄື່ອງຈັກ ແລະ ເວລາງໍໂດຍອັດຕະໂນມັດ;
9. ການລວບລວມອັດຕະໂນມັດຂັ້ນຕອນການບິດ ແລະ ການຈຳລອງການບິດ;
10. ຊູມໂດຍບໍ່ມີຮູບລັກສະນະຂອງເຄື່ອງຈັກ, ເຄື່ອງມື ແລະ ຊິ້ນວຽກໃນອັດຕາ 1:1:1 ດ້ວຍຮູບແບບກຣາບຟິກ;
11. ດິຈິຕອລ, ຮູບພາບ ແລະ ວິທີການອື່ນໆໃນການຂຽນໂປຣແກຣມແມ່ພິມ, ແມ່ພິມແບນ, ແມ່ພິມໂຄ້ງຂະໜາດໃຫຍ່, ແມ່ພິມຮ່ອງ V ຫຼາຍອັນ, ແມ່ພິມຮ່ອງ V ທີ່ປ່ຽນແປງໄດ້;
12, ຖານຂໍ້ມູນການແກ້ໄຂມຸມອັດຕະໂນມັດ, ຕາຕະລາງຄວາມທົນທານຕໍ່ການງໍດ້ວຍຕົນເອງ ແລະ ໜ້າທີ່ກວດຈັບການປະທະກັນທຸກທິດທາງ, ກຳຈັດຜະລິດຕະພັນເສດເຫຼືອ;
13. ລະບົບເຕືອນໄພຄວາມຜິດພາດເພື່ອຫຼີກລ່ຽງການເຮັດວຽກຜິດປົກກະຕິ;
14. ຄວາມຈຸໜ່ວຍຄວາມຈຳ 1G
15. ການວິນິດໄສທາງໄກ;
16. ຊອບແວການວິເຄາະພິເສດຂອງເຄື່ອງຈັກ, ການຕິດຕາມກວດກາໃນເວລາຈິງ;
17. ຊອບແວການຂຽນໂປຣແກຣມແບບອອບໄລນ໌ພິເສດສາມາດຫຼຸດຜ່ອນເວລາການຂຽນໂປຣແກຣມ ແລະ ເພີ່ມປະສິດທິພາບ;
18. ລະບົບການຈັດການໄຟລ໌ທີ່ຝັງຢູ່, ຕົວແກ້ໄຂຂໍ້ຄວາມ;
19. ການປະຕິບັດງານແບບຄູ່;
20. ແຜງຄວບຄຸມມີອຸປະກອນຢຸດສຸກເສີນ, ຕົວເລື່ອນເຄື່ອນທີ່ດ້ວຍມື ແລະ ມຸມມອງ ergonomics.
ລະບົບ T-3500TCNC
1 ໃຊ້ລະບົບປະຕິບັດການ WINDOWS ແບບເວລາຈິງ, ສາມາດຮັບຮູ້ການປິດລະບົບທັນທີ;
ມີ 2 ພາສາໃຫ້ເລືອກ, ສາມາດຕັ້ງຄ່າເປັນພາສາອັງກິດ, ງ່າຍຕໍ່ການໃຊ້ງານ;
3 ການອອກແບບແຟຊັ່ນ, ງ່າຍຕໍ່ການໃຊ້ງານ, ສະທ້ອນໃຫ້ເຫັນເຖິງຄົນທີ່ມຸ່ງເນັ້ນໃສ່;
4 ແກນມາດຕະຖານສີ່ແກນ, ໂມດູນເພີ່ມເຕີມ, ຮອງຮັບໄດ້ເຖິງຫົກແກນ;
ໜ້າຈໍສີ TFT ຂະໜາດ 5.10 ນິ້ວ, ໜ້າຈໍສຳຜັດ LCD, ໜ້າຈໍຫຼາຍສຳຜັດ, ການຂຽນໂປຣແກຣມກຣາບຟິກສອງມິຕິ, ການສະແດງຜົນ 3D;
6 ຟັງຊັນ PLC ໃນຕົວ, ຫຼຸດຜ່ອນການອອກແບບວົງຈອນ, ເພີ່ມຄວາມໜ້າເຊື່ອຖື;
7.ການໂຕ້ຕອບຫນູ USB, ການໂຕ້ຕອບແປ້ນພິມ;
8 ຊົ່ວໂມງເຮັດວຽກອັດຕະໂນມັດ ແລະ ເວລາງໍ;
9, ການຂຽນໂປຣແກຣມສຳຜັດເຕັມຮູບແບບດິຈິຕອນ ແລະ 2D, ມຸມມອງ 3D ຂອງຂະບວນການງໍ, ການລວບລວມອັດຕະໂນມັດ ແລະ ການຈຳລອງການງໍຂອງຂະບວນການງໍ;
10. ຮູບຮ່າງຂອງເຄື່ອງຈັກ, ແມ່ພິມ ແລະ ຊິ້ນວຽກສາມາດຊູມເຂົ້າໄດ້ຢ່າງເສລີໃນອັດຕາສ່ວນ 1:1:1 ຕາມຮູບພາບ.

11, ດິຈິຕອນ, ຮູບພາບ ແລະ ວິທີການຂຽນໂປຣແກຣມແມ່ພິມອື່ນໆ, ແມ່ພິມແບນ, ແມ່ພິມຮູບວົງມົນຂະໜາດໃຫຍ່, ແມ່ພິມຮ່ອງ V ຫຼາຍອັນ, ແມ່ພິມຮ່ອງ V ທີ່ແຕກຕ່າງກັນ;
12. ລະບົບເຕືອນໄພຄວາມຜິດພາດເພື່ອຫຼີກລ່ຽງການເຮັດວຽກຜິດປົກກະຕິ;
13. ຄວາມຈຸໜ່ວຍຄວາມຈຳ 1G
14. ຊອບແວການວິເຄາະພິເສດຂອງເຄື່ອງຈັກ, ການຕິດຕາມກວດກາໃນເວລາຈິງ;
15. ລະບົບການຈັດການໄຟລ໌ທີ່ຝັງຢູ່, ຕົວແກ້ໄຂຂໍ້ຄວາມ;
16. ການປະຕິບັດງານແບບ tandem;
17. ແຜງຄວບຄຸມມີອຸປະກອນຢຸດສຸກເສີນ, ຕົວເລື່ອນເຄື່ອນທີ່ດ້ວຍມື ແລະ ມຸມມອງ ergonomics.
ເຄື່ອງເບກກົດ CNC; ເຄື່ອງເບກກົດ cnc; ເຄື່ອງເບກກົດ cnc; ເຄື່ອງເບກໄຮໂດຼລິກ cnc; ເຄື່ອງເບກກົດ cnc ສຳລັບຂາຍ; ເຄື່ອງເບກ cnc; ເຄື່ອງເບກແຜ່ນໂລຫະໄຮໂດຼລິກ; ເຄື່ອງເບກໄຮໂດຼລິກ cnc; ເຄື່ອງເບກແຜ່ນໂລຫະ cnc accurl ສຳລັບຂາຍ; ເຄື່ອງເບກໂລຫະ cnc; ເຄື່ອງເບກກົດ; ເຄື່ອງງໍເບກໄຮໂດຼລິກ cnc; ເຄື່ອງເບກກົດໄຮໂດຼລິກ
ລະບົບ CNC ຂອງ Holland DELEM DA52
1 ໃຊ້ລະບົບປະຕິບັດການ WINDOWS ແບບເວລາຈິງ, ສາມາດຮັບຮູ້ການປິດລະບົບທັນທີ
2. ການເລືອກຫຼາຍພາສາດ້ວຍການໃຊ້ງານທີ່ສະດວກສະບາຍ;
3. ການອອກແບບຮູບລັກສະນະທີ່ທັນສະໄໝດ້ວຍການດຳເນີນງານທີ່ເນັ້ນໃສ່ຜູ້ຄົນ;
4. ໂຄງສ້າງໂມດູນອັດສະລິຍະ, ລະບົບສາມາດຂະຫຍາຍ 4 ແກນໄດ້ຢ່າງຍືດຫຍຸ່ນ
5. 7" ຈໍສະແດງຜົນ TFT LCD;
6. PLC ຕິດຕັ້ງໃນຕົວເພື່ອຫຼຸດຜ່ອນການອອກແບບວົງຈອນ ແລະ ເພີ່ມຄວາມໜ້າເຊື່ອຖື;
7. ພອດເມົາສ໌ USB, ພອດແປ້ນພິມ, ພອດ RS232, ພອດ PLC ຄວາມປອດໄພ;
8. ການສະສົມເວລາເຮັດວຽກຂອງເຄື່ອງຈັກ ແລະ ເວລາງໍໂດຍອັດຕະໂນມັດ;
9. ການຂຽນໂປຣແກຣມດິຈິຕອນ;
10. ການຂຽນໂປຣແກຣມແມ່ພິມຮູບແບບດິຈິຕອນ;
11. ຖານຂໍ້ມູນການແກ້ໄຂມຸມອັດຕະໂນມັດ;
12, ລະບົບເຕືອນຄວາມຜິດພາດເພື່ອປ້ອງກັນການເຮັດວຽກຜິດພາດ;
13, ຄວາມຈຸໜ່ວຍຄວາມຈຳແມ່ນ 64M;
14, ຊອບແວການວິເຄາະພິເສດ, ການຕິດຕາມກວດກາໃນເວລາຈິງ;
15, ການດໍາເນີນງານ Tandem;
16, ແຜງຄວບຄຸມມີອຸປະກອນຢຸດດ່ວນ.

ລະບົບ CNC ຂອງ Holland DELEM DA53
1 ໃຊ້ລະບົບປະຕິບັດການ DELEM-LINUX, ສາມາດຮັບຮູ້ການປິດລະບົບທັນທີ
2. ການເລືອກຫຼາຍພາສາດ້ວຍການໃຊ້ງານທີ່ສະດວກສະບາຍ;
3. ການອອກແບບຮູບລັກສະນະທີ່ທັນສະໄໝດ້ວຍການດຳເນີນງານທີ່ເນັ້ນໃສ່ຜູ້ຄົນ;
4. ໂຄງສ້າງໂມດູນອັດສະລິຍະ, ລະບົບສາມາດຂະຫຍາຍ 4 ແກນໄດ້ຢ່າງຍືດຫຍຸ່ນ
5. 10" ຈໍສະແດງຜົນ TFT LCD;
6. PLC ຕິດຕັ້ງໃນຕົວເພື່ອຫຼຸດຜ່ອນການອອກແບບວົງຈອນ ແລະ ເພີ່ມຄວາມໜ້າເຊື່ອຖື;
7. ພອດເມົາສ໌ USB, ພອດແປ້ນພິມ, ພອດ RS232, ພອດ PLC ຄວາມປອດໄພ;
8. ການສະສົມເວລາເຮັດວຽກຂອງເຄື່ອງຈັກ ແລະ ເວລາງໍໂດຍອັດຕະໂນມັດ;
9. ການຂຽນໂປຣແກຣມສຳຜັດດິຈິຕອນ;
10. ການຂຽນໂປຣແກຣມແມ່ພິມຮູບແບບດິຈິຕອນ;
11. ຖານຂໍ້ມູນການແກ້ໄຂມຸມອັດຕະໂນມັດ;
12, ລະບົບເຕືອນຄວາມຜິດພາດເພື່ອປ້ອງກັນການເຮັດວຽກຜິດພາດ;
13, ຄວາມຈຸໜ່ວຍຄວາມຈຳແມ່ນ 64M;
14, ຊອບແວການວິເຄາະພິເສດ, ການຕິດຕາມກວດກາໃນເວລາຈິງ;
15. ລະບົບການຈັດການໄຟລ໌ທີ່ຝັງຢູ່, ຕົວແກ້ໄຂຂໍ້ຄວາມ
16, ການດໍາເນີນງານ Tandem;
17, ແຜງຄວບຄຸມມີອຸປະກອນຢຸດດ່ວນ.

| ບໍ່. | ລາຍລະອຽດ | ປະລິມານ | ໝາຍເຫດ |
| 1 | ໄຟລ໌ການດຳເນີນງານ | ຊຸດດຽວ | |
| 2 | ປະແຈສຽບຮູຫົກຫຼ່ຽມດ້ານໃນ | ຊຸດດຽວ | |
| 3 | ປືນສີດນ້ຳມັນ | ເບີໜຶ່ງ. | |
| 4 | ສະກູຕໍ່ສາຍດິນ | ຊຸດດຽວ | |
| 5 | ການປັບສະກູ | ຊຸດດຽວ | |
| 6 | ການຄວບຄຸມຕີນ | ເບີໜຶ່ງ. | |
| 7 | ເຄື່ອງມືມາດຕະຖານ | ຊຸດດຽວ |
1. ນ້ຳມັນໄຮໂດຼລິກ: ນຳເຂົ້ານ້ຳມັນໄຮໂດຼລິກ VG46# ຕ້ານການສວມໃສ່; ແລະ ມວນນ້ຳມັນທີ່ຕ້ອງການແມ່ນຂຶ້ນກັບສະເປັກຂອງເຄື່ອງຈັກ;
2. ພະລັງງານ: 380V, 50HZ, ແຮງດັນໄຟຟ້າມີການປ່ຽນແປງ 10% - 5%
3. ອຸນຫະພູມສະພາບແວດລ້ອມ: 0°C - +40°C
4. ຄວາມຊຸ່ມຊື່ນຂອງສະພາບແວດລ້ອມ: ຄວາມຊຸ່ມຊື່ນສໍາພັດ 20-80% RH (ບໍ່ກັ່ນຕົວ)
5. ຮັກສາໃຫ້ຫ່າງຈາກແຫຼ່ງສັ່ນສະເທືອນທີ່ຮຸນແຮງ ແລະ ການແຊກແຊງແມ່ເຫຼັກໄຟຟ້າ
6. ຝຸ່ນໜ້ອຍ, ບໍ່ມີອາຍແກັສທີ່ເປັນອັນຕະລາຍ ຫຼື ກັດກ່ອນ
7. ກະກຽມພື້ນຖານຕາມຮູບແຕ້ມພື້ນຖານ
8. ຄັດເລືອກພະນັກງານທີ່ກ່ຽວຂ້ອງທີ່ມີພື້ນຖານການສຶກສາທີ່ແນ່ນອນສຳລັບການຈັດການໄລຍະຍາວເປັນຜູ້ຄວບຄຸມເຄື່ອງຈັກ.
| ບໍ່. | ລາຍລະອຽດ | ປະລິມານ | ໝາຍເຫດ |
| 1 | ໄຟລ໌ການດຳເນີນງານ | ຊຸດດຽວ | |
| 2 | ປະແຈສຽບຮູຫົກຫຼ່ຽມດ້ານໃນ | ຊຸດດຽວ | |
| 3 | ປືນສີດນ້ຳມັນ | ເບີໜຶ່ງ. | |
| 4 | ສະກູຕໍ່ສາຍດິນ | ຊຸດດຽວ | |
| 5 | ການປັບສະກູ | ຊຸດດຽວ | |
| 6 | ການຄວບຄຸມຕີນ | ເບີໜຶ່ງ. | |
| 7 | ເຄື່ອງມືມາດຕະຖານ | ຊຸດດຽວ |
60T
| ລາຍລະອຽດ | ໜ່ວຍ | PR9 060/2550 | |
| ແຮງບິດສູງສຸດ | KN | 600 | |
| ຄວາມຍາວສູງສຸດຂອງການງໍ | mm | 2550 | |
| ໄລຍະຫ່າງຂອງຖັນ | mm | 2150 | |
| ຄວາມເລິກຂອງຄໍ | mm | 350 | |
| ຈັງຫວະ Ram | mm | 215 | |
| ຄວາມສູງປິດ | mm | 530 | |
| ຄວາມໄວໃກ້ເຂົ້າມາ | ມມ/ວິນາທີ | 200 | |
| ຄວາມໄວໃນການເຮັດວຽກ | ມມ/ວິນາທີ | 18 | |
| ຄວາມໄວກັບຄືນ | ມມ/ວິນາທີ | 200 | |
| ພະລັງງານມໍເຕີຫຼັກ | Kw | 7.5 | |
| ລະບົບ CNC | ລະບົບ CNC ຂອງ Holland Delem DA66T ຫຼື DA52S ຫຼື DA53T ຫຼື T-3500T ທີ່ຄວບຄຸມແກນ Y1, Y2, X, R, Z1, Z2 ແລະ ການຕັ້ງຍອດກົນຈັກ. | ||
| ຄວາມຈຸຖັງນ້ຳມັນ | L | 300 | |
| X ແກນ | ຄວາມແມ່ນຍຳ | mm | ±0.1 |
| ພະຍາດເສັ້ນເລືອດໃນສະໝອງຕີບ | mm | 500 | |
| ຄວາມໄວ | ມມ/ວິນາທີ | 400 | |
| ພະລັງງານ | Kw | 0.85 | |
| R ແກນ | ຄວາມແມ່ນຍຳ | mm | ±0.1 |
| ພະຍາດເສັ້ນເລືອດໃນສະໝອງຕີບ | mm | 200 | |
| ຄວາມໄວ | ມມ/ວິນາທີ | 200 | |
| ພະລັງງານ | Kw | 0.85 | |
| Z1, Z2 ແກນ | ຄວາມແມ່ນຍຳ | mm | ±0.1 |
| ພະຍາດເສັ້ນເລືອດໃນສະໝອງຕີບ | mm | 1250 | |
| ຄວາມໄວ | ມມ/ວິນາທີ | 1200 | |
| ພະລັງງານ | Kw | 0.75 | |
| ມິຕິໂຄງຮ່າງ | ຄວາມຍາວ | mm | 3400 |
| ຄວາມກວ້າງ | mm | 1400 | |
| ຄວາມສູງ | mm | 2510 | |
100T
| ລາຍລະອຽດ | ໜ່ວຍ | PR9 100/3100 | PR9 100/4100 | |
| ແຮງບິດສູງສຸດ | KN | 1000 | 1000 | |
| ຄວາມຍາວສູງສຸດຂອງການງໍ | mm | 3100 | 4100 | |
| ໄລຍະຫ່າງຂອງຖັນ | mm | 2700 | 3700 | |
| ຄວາມເລິກຂອງຄໍ | mm | 420 | 420 | |
| ຈັງຫວະ Ram | mm | 265 | 265 | |
| ຄວາມສູງປິດ | mm | 530 | 530 | |
| ຄວາມໄວໃກ້ເຂົ້າມາ | ມມ/ວິນາທີ | 220 | 220 | |
| ຄວາມໄວໃນການເຮັດວຽກ | ມມ/ວິນາທີ | 17 | 13 | |
| ຄວາມໄວກັບຄືນ | ມມ/ວິນາທີ | 220 | 150 | |
| ພະລັງງານມໍເຕີຫຼັກ | Kw | 15 | 11 | |
| ລະບົບ CNC | ລະບົບ CNC ຂອງ Holland Delem DA66T ຫຼື DA52S ຫຼື DA53T ຫຼື T-3500T ທີ່ຄວບຄຸມແກນ Y1, Y2, X, R, Z1, Z2 ແລະ ການຕັ້ງຍອດກົນຈັກ. | |||
| ຄວາມຈຸຖັງນ້ຳມັນ | L | 350 | 500 | |
| X ແກນ | ຄວາມແມ່ນຍຳ | mm | ±0.1 | ±0.1 |
| ພະຍາດເສັ້ນເລືອດໃນສະໝອງຕີບ | mm | 500 | 500 | |
| ຄວາມໄວ | ມມ/ວິນາທີ | 400 | 400 | |
| ພະລັງງານ | Kw | 0.85 | 0.85 | |
| R ແກນ | ຄວາມແມ່ນຍຳ | mm | ±0.1 | ±0.1 |
| ພະຍາດເສັ້ນເລືອດໃນສະໝອງຕີບ | mm | 200 | 200 | |
| ຄວາມໄວ | ມມ/ວິນາທີ | 200 | 200 | |
| ພະລັງງານ | Kw | 0.85 | 0.85 | |
| Z1, Z2 ແກນ | ຄວາມແມ່ນຍຳ | mm | ±0.1 | ±0.1 |
| ພະຍາດເສັ້ນເລືອດໃນສະໝອງຕີບ | mm | 1850 | 2800 | |
| ຄວາມໄວ | ມມ/ວິນາທີ | 1200 | 1200 | |
| ພະລັງງານ | Kw | 0.75 | 0.75 | |
| ມິຕິໂຄງຮ່າງ | ຄວາມຍາວ | mm | 3450 | 4450 |
| ຄວາມກວ້າງ | mm | 1600 | 1600 | |
| ຄວາມສູງ | mm | 2750 | 2710 | |
150T
| ລາຍລະອຽດ | ໜ່ວຍ | PR9 150/3100 | PR9 150/4100 | |
| ແຮງບິດສູງສຸດ | KN | 1500 | 1500 | |
| ຄວາມຍາວສູງສຸດຂອງການງໍ | mm | 3100 | 4100 | |
| ໄລຍະຫ່າງຂອງຖັນ | mm | 2700 | 3700 | |
| ຄວາມເລິກຂອງຄໍ | mm | 420 | 420 | |
| ຈັງຫວະ Ram | mm | 265 | 265 | |
| ຄວາມສູງປິດ | mm | 530 | 530 | |
| ຄວາມໄວໃກ້ເຂົ້າມາ | ມມ/ວິນາທີ | 180 | 180 | |
| ຄວາມໄວໃນການເຮັດວຽກ | ມມ/ວິນາທີ | 11 | 11 | |
| ຄວາມໄວກັບຄືນ | ມມ/ວິນາທີ | 150 | 150 | |
| ພະລັງງານມໍເຕີຫຼັກ | Kw | 15 | 15 | |
| ລະບົບ CNC | ລະບົບ CNC ຂອງ Holland Delem DA66T ຫຼື DA52S ຫຼື DA53T ຫຼື T-3500T ທີ່ຄວບຄຸມແກນ X, Y1, Y2, R, Z1, Z2 ແລະ ການຕັ້ງຮາກຖານກົນຈັກ. | |||
| ຄວາມຈຸຖັງນ້ຳມັນ | L | 440 | 600 | |
| ຈຳນວນຖັງນ້ຳມັນ | ບໍ່. | 3 | 4 | |
| X ແກນ | ຄວາມແມ່ນຍຳ | mm | ±0.10 | ±0.1 |
| ພະຍາດເສັ້ນເລືອດໃນສະໝອງຕີບ | mm | 500 | 500 | |
| ຄວາມໄວ | mm | 500 | 400 | |
| ພະລັງງານ | kw | 0.85 | 0.85 | |
| R ແກນ | ຄວາມແມ່ນຍຳ | mm | ±0.10 | ±0.1 |
| ພະຍາດເສັ້ນເລືອດໃນສະໝອງຕີບ | mm | 200 | 200 | |
| ຄວາມໄວ | mm | 200 | 200 | |
| ພະລັງງານ | kw | 0.85 | 0.85 | |
| Z1, Z2 ແກນ | ຄວາມແມ່ນຍຳ | mm | ±0.10 | ±0.1 |
| ຄວາມໄວ | mm | 1200 | 1200 | |
| ພະຍາດເສັ້ນເລືອດໃນສະໝອງຕີບ | mm | 1850 | 2800 | |
| ພະລັງງານ | kw | 0.75 | 0.75 | |
| ມິຕິໂຄງຮ່າງ | ຄວາມຍາວ | mm | 3470 | 4470 |
| ຄວາມກວ້າງ | mm | 1720 | 1720 | |
| ຄວາມສູງ | mm | 2700 | 2710 | |
PR9 060
| ບໍ່. | ຊື່ | ຮຸ່ນ | ຍີ່ຫໍ້ | |
| 1 | ລະບົບ CNC | ລະບົບ CNC DA66T/T-3500T/DA52S ຫຼື DA53T | ໂຮນລັງ DELEM | |
| 2 | ມໍເຕີເຊີໂວ | ECMA-E21315RS/SGM7G-09AFC61 | ເດລຕາ ຫຼື ຢາຊາກາວາ | |
| 3 | ໄດຣເວີເຊີໂວ | ASD-B2-1521-B/SGD7S-7R6A00A002 | ເດລຕາ ຫຼື ຢາຊາກາວາ | |
| 4 | ລະບົບໄຮໂດຼລິກ | ລະບົບໄຟຟ້າ-ໄຮໂດຼລິກ | ເຢຍລະມັນ Bosch-Rexroth ຫຼື ເຢຍລະມັນ HOERBIGER | |
| ການປະກອບການຄວບຄຸມການຊິ້ງຂໍ້ມູນ | ກ. ວາວຄວາມດັນ | |||
| ຂ. ວາວທີ່ໃຊ້ງານ | ||||
| ຄ. ວາວ servo ທີ່ມີອັດຕາສ່ວນ ແລະອື່ນໆ. | ||||
| ການປະກອບການຄວບຄຸມໄຮໂດຼລິກ | ກ. ວາວລູກປືນ | |||
| ຂ. ວາວຄວາມດັນແບບສັດສ່ວນ | ||||
| ຄ. ວາວເລືອກ | ||||
| ງ. ວາວຫຼຸດຄວາມກົດດັນແບບສັດສ່ວນ | ||||
| ອີ. ວາວຄວາມດັນ ແລະອື່ນໆ. | ||||
| 5 | ທາງນຳທາງເສັ້ນຊື່ | 35A---760L ຫຼື 35E-760L | THK ຫຼື PMI | |
| 6 | ບານສະກູ | 25/20-1000L ຫຼື R25/20-880/1000 | THK ຫຼື PMI | |
| 7 | ປໍ້ານ້ຳມັນ | PGH3-2X/016RE071VU2 | ເຢຍລະມັນ Rexroth | |
| 8 | ຊຸດແຫວນປະທັບຕາຄົບຊຸດໃນຖັງນ້ຳມັນ | ອາເມລິກາ ພາກເກີ | ອາເມລິກາ ພາກເກີ | |
| 9 | ຊຸດທໍ່ສົ່ງຄວາມດັນສູງຄົບຊຸດ | 1. GE16 ZSR 3/4EDCF | ສະຫະລັດອາເມລິກາ PARKER, ຂໍ້ຕໍ່ທໍ່ EO-2 ຫຼື ຂໍ້ຕໍ່ທໍ່ VOSS ຂອງເຢຍລະມັນ | |
| 2. GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF ແລະອື່ນໆ. | ||||
| 10 | ການເຊື່ອມຕໍ່ກັບ | R38 25/42 | ເຢຍລະມັນ KTR | |
| 11 | ຄອນແທັກ AC | LC1-D1810B7, LC1-D0910B7N ແລະອື່ນໆ | Schneider | |
| 12 | ສະວິດຄວາມໃກ້ຄຽງ | TP-SM5P2 ແລະອື່ນໆ. | ແນວໂນ້ມ | |
| 13 | ສາຍໄຟ | UK2.5B, UK10N ແລະອື່ນໆ | ຟີນິກສ໌ | |
| 14 | ປຸ່ມ | XB2-BVB3LC ແລະອື່ນໆ | Schneider | |
| 15 | ການທາສີ | ໂຮນລັງ ຊິກເຄນສ໌ | ||
| 16 | ການຂຶ້ນຄອງລາດ | ຍີ່ຫໍ້ແຫ່ງຊາດ (ມາດຕະຖານ) | ສຣີ/ຢູນຽນ | |
| 17 | ການຂຶ້ນຄອງລາດ | ນຳເຂົ້າ (ທາງເລືອກ) | ວິນລາ | |
| 18 | ຜູ້ຮອງຮັບດ້ານໜ້າ | ມາດຕະຖານ | JFY | |
PR9 100
| ບໍ່. | ຊື່ | ຮຸ່ນ | ຍີ່ຫໍ້ | |
| 1 | ລະບົບ CNC | ລະບົບ CNC DA66T ຫຼື DA52S ຫຼື DA53T ຫຼື T-3500T | ໂຮນລັງ DELEM | |
| 2 | ມໍເຕີເຊີໂວ | ECMA-E21315RS/SGM7G-09AFC61 | ເດລຕາ ຫຼື ຢາຊາກາວາ | |
| 3 | ໄດຣເວີເຊີໂວ | ASD-B2-1521-B/SGD7S-7R6A00A002 | ເດລຕາ ຫຼື ຢາຊາກາວາ | |
| 4 | ລະບົບໄຮໂດຼລິກ | ລະບົບໄຟຟ້າ-ໄຮໂດຼລິກ | ເຢຍລະມັນ Bosch-Rexroth ຫຼື ເຢຍລະມັນ HOERBIGER | |
| ການປະກອບການຄວບຄຸມການຊິ້ງຂໍ້ມູນ | ກ. ວາວຄວາມດັນ | |||
| ຂ. ວາວທີ່ໃຊ້ງານ | ||||
| ຄ. ວາວ servo ທີ່ມີອັດຕາສ່ວນ ແລະອື່ນໆ. | ||||
| ການປະກອບການຄວບຄຸມໄຮໂດຼລິກ | ກ. ວາວລູກປືນ | |||
| ຂ. ວາວຄວາມດັນແບບສັດສ່ວນ | ||||
| ຄ. ວາວເລືອກ | ||||
| ງ. ວາວຫຼຸດຄວາມກົດດັນແບບສັດສ່ວນ | ||||
| ອີ. ວາວຄວາມດັນ ແລະອື່ນໆ. | ||||
| 5 | ທາງນຳທາງເສັ້ນຊື່ | 35A-760L ຫຼື 35E-760L | THK ຫຼື PMI | |
| 6 | ບານສະກູ | 20/25-880/1000 ຫຼື R25/20-880/1000 | THK ຫຼື PMI | |
| 7 | ປໍ້ານ້ຳມັນ | PGH4-3X/032RE071VU2 | ເຢຍລະມັນ Rexroth | |
| IPVAP5-32 | ເຢຍລະມັນ VOITH | |||
| HQI3-32 | ເຢຍລະມັນ Eckerle | |||
| 8 | ຊຸດແຫວນປະທັບຕາຄົບຊຸດໃນຖັງນ້ຳມັນ | ອາເມລິກາ ພາກເກີ | ອາເມລິກາ ພາກເກີ | |
| 9 | ຊຸດທໍ່ສົ່ງຄວາມດັນສູງຄົບຊຸດ | 1. GE16 ZSR 3/4EDCF | ສະຫະລັດອາເມລິກາ PARKER, ຂໍ້ຕໍ່ທໍ່ EO-2 ຫຼື ຂໍ້ຕໍ່ທໍ່ VOSS ຂອງເຢຍລະມັນ | |
| 2. GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF ແລະອື່ນໆ. | ||||
| 10 | ການເຊື່ອມຕໍ່ກັບ | R38 25/42 | ເຢຍລະມັນ KTR | |
| 11 | ຄອນແທັກ AC | LC1-D1810B7, LC1-D0910B7N ແລະອື່ນໆ | Schneider | |
| 12 | ສະວິດຄວາມໃກ້ຄຽງ | TP-SM5P2 ແລະອື່ນໆ. | ແນວໂນ້ມ | |
| 13 | ສາຍໄຟ | UK2.5B, UK10N ແລະອື່ນໆ | ຟີນິກສ໌ | |
| 14 | ປຸ່ມ | XB2-BVB3LC ແລະອື່ນໆ | Schneider | |
| 15 | ການທາສີ | ໄກລີດີ | ||
| 16 | ການຂຶ້ນຄອງລາດ | ຍີ່ຫໍ້ແຫ່ງຊາດ (ມາດຕະຖານ) | ສຣີ/ຢູນຽນ | |
| 17 | ການຂຶ້ນຄອງລາດ | ນຳເຂົ້າ (ທາງເລືອກ) | ວິນລາ | |
| 18 | ຜູ້ຮອງຮັບດ້ານໜ້າ | ມາດຕະຖານ | JFY | |
PR9 150
| ບໍ່. | ຊື່ | ຮຸ່ນ | ຍີ່ຫໍ້ | |
| 1 | ລະບົບ CNC | ລະບົບ CNC DA66T ຫຼື DA52S ຫຼື DA53T ຫຼື T-3500T | ໂຮນລັງ DELEM | |
| 2 | ມໍເຕີເຊີໂວ | ECMA-E21315RS/SGM7G-09AFC61 | ເດລຕາ ຫຼື ຢາຊາກາວາ | |
| 3 | ໄດຣເວີເຊີໂວ | ASD-B2-1521-B/SGD7S-7R6A00A002 | ເດລຕາ ຫຼື ຢາຊາກາວາ | |
| 4 | ລະບົບໄຮໂດຼລິກ | ລະບົບໄຟຟ້າ-ໄຮໂດຼລິກ | ເຢຍລະມັນ Bosch-Rexroth | |
| ການປະກອບການຄວບຄຸມການຊິ້ງຂໍ້ມູນ | ກ. ວາວຄວາມດັນ | |||
| ຂ. ວາວທີ່ໃຊ້ງານ | ||||
| ຄ. ວາວ servo ທີ່ມີອັດຕາສ່ວນ ແລະອື່ນໆ. | ||||
| ການປະກອບການຄວບຄຸມໄຮໂດຼລິກ | ກ. ວາວລູກປືນ | |||
| ຂ. ວາວຄວາມດັນແບບສັດສ່ວນ | ||||
| ຄ. ວາວເລືອກ | ||||
| ງ. ວາວຫຼຸດຄວາມກົດດັນແບບສັດສ່ວນ | ||||
| ອີ. ວາວຄວາມດັນ ແລະອື່ນໆ. | ||||
| 5 | ທາງນຳທາງເສັ້ນຊື່ | 35A-760L ຫຼື 35E-760L | THK ຫຼື PMI | |
| 6 | ບານສະກູ | 20/25-880/1000 ຫຼື R25/20-880/1000 | THK ຫຼື PMI | |
| 7 | ປໍ້ານ້ຳມັນ | PGH4-3X/032RE071VU2 | ເຢຍລະມັນ Rexroth | |
| IPVAP5-32 | ເຢຍລະມັນ VOITH | |||
| HQI3-32 | ເຢຍລະມັນ Eckerle | |||
| 8 | ຊຸດແຫວນປະທັບຕາຄົບຊຸດໃນຖັງນ້ຳມັນ | ອາເມລິກາ ພາກເກີ | ອາເມລິກາ ພາກເກີ | |
| 9 | ຊຸດທໍ່ສົ່ງຄວາມດັນສູງຄົບຊຸດ | 1. GE16 ZSR 3/4EDCF | ສະຫະລັດອາເມລິກາ PARKER, ຂໍ້ຕໍ່ທໍ່ EO-2 ຫຼື ຂໍ້ຕໍ່ທໍ່ VOSS ຂອງເຢຍລະມັນ | |
| 2. GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF ແລະອື່ນໆ. | ||||
| 10 | ການເຊື່ອມຕໍ່ກັບ | R38 25/42 | ເຢຍລະມັນ KTR | |
| 11 | ຄອນແທັກ AC | LC1-D1810B7, LC1-D0910B7N ແລະອື່ນໆ | Schneider | |
| 12 | ສະວິດຄວາມໃກ້ຄຽງ | TP-SM5P2 ແລະອື່ນໆ. | ແນວໂນ້ມ | |
| 13 | ສາຍໄຟ | UK2.5B, UK10N ແລະອື່ນໆ | ຟີນິກສ໌ | |
| 14 | ປຸ່ມ | XB2-BVB3LC ແລະອື່ນໆ | Schneider | |
| 15 | ການທາສີ | ໄກລີດີ | ||
| 16 | ການຂຶ້ນຄອງລາດ | ຍີ່ຫໍ້ແຫ່ງຊາດ (ມາດຕະຖານ) | ສຣີ/ຢູນຽນ | |
| 17 | ການຂຶ້ນຄອງລາດ | ນຳເຂົ້າ (ທາງເລືອກ) | ວິນລາ | |
| 18 | ຜູ້ຮອງຮັບດ້ານໜ້າ | ມາດຕະຖານ | JFY | |
ເຄື່ອງເບກກົດ CNC; ເຄື່ອງເບກກົດ cnc; ເຄື່ອງເບກກົດ cnc; ເຄື່ອງເບກໄຮໂດຼລິກ cnc; ເຄື່ອງເບກກົດ cnc ສຳລັບຂາຍ; ເຄື່ອງເບກ cnc; ເຄື່ອງເບກແຜ່ນໂລຫະໄຮໂດຼລິກ; ເຄື່ອງເບກໄຮໂດຼລິກ cnc; ເຄື່ອງເບກແຜ່ນໂລຫະ cnc accurl ສຳລັບຂາຍ; ເຄື່ອງເບກໂລຫະ cnc; ເຄື່ອງເບກກົດ; ເຄື່ອງງໍເບກໄຮໂດຼລິກ cnc; ເຄື່ອງເບກກົດໄຮໂດຼລິກ
